
<国家节能宣传周活动>分享优秀会员单位:佛山市丰川节能科技有限公司<废热蒸汽纯化增压装置WSR>节能技术
发布时间:Aug 30, 2021 3:11:00 PM 浏览次数:1566
佛山市丰川节能科技有限公司是一家多年来一直致力于创新型节能环保技术研发、工业互联网平台创建、自动化智能化控制方案实施的绿色科技型企业,并和华南理工大学、广东省科学技术实验室联合会等单位建立了研发合作关系,完善了产、学、研的体系框架。随着在国内市场精耕细作多年,陆续推出了废热蒸汽纯化增压回收装置(WSR)、维度云生产信息管理系统(WCS)、智能节能馏酒装置(IED)、酒糟真空降温系统(VCS)、高效热能回收稳压装置(HPR)、全自动节能型连续疏水装置(CDD+)、喷雾传质冷凝装置(SMC)、油烟高效热回收装置(HRL)、以及膜管换热技术(HEF)等一系列拥有自主知识产权的新型绿色科技产品和技术,并通过成功的应用案例获得了客户的广泛认同。其中IED、WSR及HPR更连续多年被列入《广东省节能技术、设备(产品)推荐目录》,《北京市节能低碳技术产品推荐目录》等省级、国家级技术推荐平台。
一、技术基本情况
- 技术名称:废热蒸汽纯化增压装置WSR(发明专利);
- 基本原理:废热蒸汽纯化增压装置WSR可以将废热蒸汽进行回收,经过纯化和增压处理后输出符合生产工艺需求的再生蒸汽,可大量减少用热设备的生蒸汽消耗。
- 适用范围:方便面、米粉、糕点等食品厂蒸煮工艺,白酒、酒精、中药醇浓缩等蒸馏工艺。
二、技术原理和内容
(一)技术原理
在工业生产过程中产生的废热蒸汽由于含有杂质很难直接回收利用,往往被直接排放或进行简单的热回收。废热蒸汽纯化增压装置WSR可将废热蒸汽进行回收,经纯化和增压处理后输出符合生产工艺需求的再生蒸汽,可大量减少用热设备生蒸汽消耗。
- 关键技术、工艺流程
- 关键技术
- 纯化技术:可以将废热蒸汽当中的杂质分离出来,输出洁净蒸汽;
- 品位提升技术:通过蒸汽压缩技术,再将产生的洁净蒸汽进行压缩处理,提高蒸汽的压力和温度,达到工艺需求的再生蒸汽。
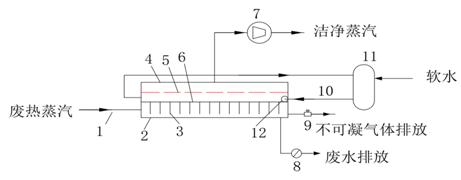
WSR节能系统工艺流程图
1.废汽导入 2.汽缸 3.分隔板 4.膜盒 5.捕滴板 6.金属薄膜 7.蒸汽压缩机 8.疏水阀 9.调节阀 10.补水系统 11.储水罐12.布水器
2.工艺流程:
- 废热蒸汽经1导入到汽缸2;
- 废热蒸汽在分隔板3的作用下形成扰流,与金属薄膜6不断接触,热量传递到金属薄膜6的另一侧。
- 废热蒸汽放热后形成冷凝液和不可凝气体,冷凝液经过疏水阀8回收补水,不可凝气体经调节阀9排放。同时调节阀9的开度维持汽缸2设定的压力。
- 经水处理去除硬度的软水进入储水罐11,经补水系统10打入膜盒4中,并在金属薄膜6表面形成水膜。
- 水膜吸收废热蒸汽经金属膜6传递的热量汽化形成水蒸汽,水蒸汽从捕滴板5上的小孔穿过,水蒸汽当中的水滴被捕滴板5阻隔后回落到金属薄膜6上。
- 穿过捕滴板5的洁净蒸汽经蒸汽压缩机加压后可返回用蒸汽的设备重复使用。
- 主要技术参数及其与替代的主流技术对比
国内食品加工企业使用的蒸煮设备普遍热能利用效率都很低,一般在20%左右,就算是日本进口的生产线,效率也不超过30%。在原设备基础上加装了本公司的废热蒸汽纯化增压装置WSR后,可以节省生蒸汽消耗30%~90%,设备的热利用效率可以提高到70%以上。
- 应用场景-(案例介绍-直接采购型)
|
序号 |
名称 |
基本情况 |
备注 |
|
1 |
设备名称 |
方便面蒸箱 |
|
|
2 |
型号规格 |
东京420 |
|
|
3 |
改造前设备工况 |
1.0 t蒸汽/h |
|
|
4 |
产量情况 |
420食/min |
|
|
5 |
年蒸汽用量 |
6072t/a |
平均压力0.7MPa |
|
6 |
能耗情况 |
573 tce/a |
|
|
7 |
CO2排放 |
1404tCO2/a |
|
|
8 |
原设备能耗成本 |
131万元/a |
蒸汽单价216元/t |
江门顶益食品有限公司的东京420方便面生产线蒸箱,改造前每条线的蒸汽单耗为1.0吨/小时,节能改造后节省生蒸汽消耗92%,除开机的20分钟,生产过程中蒸汽单耗降低到0吨/小时,若设定生产线平均每天运行23小时,每月运行22天,那么改造前年用蒸汽量1.0×23×22×12=6072(吨)。工厂使用饱和蒸汽,蒸汽平均压力为0.7MPa,查表得出其对应焓值为2769kJ/kg,蒸汽的折标系数为0.03412 kgce /MJ,所以使用蒸汽折标煤2769×6072×10-3×0.03412=573(tce/a),CO2排放为573×2.45=1404(CO2/a)。外购蒸汽价格为216元/t,所以一条方便面蒸箱生产线的蒸汽能耗成本为6072×216×10-4=131(万元)。
三、评价指标
(一)技术可靠性
本企业的蒸汽压缩技术2009年开始应用于中药厂,2013年开始在啤酒厂应用,设备运行稳定,节能效果明显。2014年开始研发出废热蒸汽薄膜纯化技术,结合蒸汽压缩技术形成新一代的节能产品废热蒸汽纯化增压装置WSR, 2015年开始先后应用于康师傅集团和广东九江酒厂,2019年推出COP更高的WSR-E系列,至今所有节能系统运行稳定,康师傅集团已经开始全集团推广,并开始在白酒行业的推广应用。
(二)行业特征指标
|
以一条东京420方便面蒸箱为例 |
||
|
项目
技术对比 |
标准方便面蒸箱 |
WSR节能蒸煮系统 |
|
蒸煮压力 |
常压 |
常压 |
|
蒸箱分汽缸压力 |
10kPa |
10kPa |
|
蒸箱进汽温度 |
102~104℃ |
102~104℃ |
|
产量 |
420食/ min |
420食/ min |
|
蒸煮效果 |
达标 |
达标 |
|
生蒸汽用量 |
1.0t/h |
0t/h |
|
蒸汽节约比例 |
—— |
92% |
|
综合节能效率 |
—— |
69% |
从上表对照可以看出,在蒸煮压力、蒸箱分汽缸压力、蒸箱进汽温度、产量、蒸煮效果等相关工艺控制参数不变的情况下,使用WSR节能系统可有效降低蒸煮生产过程的生蒸汽消耗。从实际案例上来看,在加装了本公司WSR节能系统后能够实现蒸煮过程节能69%,在技术上处于领先优势。
(三)技术应用
本WSR节能技术已经成功应用于康师傅集团、广东九江酒厂、新顺福集团等知名企业,为此我们预计到2023年在食品蒸煮行业推广应用至少达50%,完成约110条生产线的节能改造。按照工程案例每套节能系统平均投入157万元,那么110套预计投入157×110=17270(万元)的改造资金。
按照前面的核算,每套WSR节能系统可以为生产线节能379.5tce/a,那么110套将形成379.5×110×10-4=4.17(万tce/a)的节能能力,如果按排放系数2.45CO2/tce计算,每年可以减排4.17×2.45=10.22(万tCO2/a)。
(四)预计推广投入
为实现该技术在方便面、白酒行业的推广应用,势必需要通过投入研发试用项目,为企业提供试用机制,打消疑虑加速技术的推广应用。在方便面行业,面临着企业利润低,投资节能设备压力大的情况,故开发节能分成的EMC模式也势在必行。故未来3年,企业的市场推广费用预计将达到500万以上;到2023年,预计实现在方便面行业内50%的推广应用,在白酒行业蒸糠工艺环节实现10%的应用。
佛山市丰川节能科技有限公司投入到白酒领域时间虽短,但已经看到了白酒行业的节能降耗、绿色生产的巨大空间,也看到了我司技术导入白酒行业,为行业节能降耗创新做出贡献的机会。故建议有意向的相关单位、高校或企业能协助我司,共同成立白酒领域新工艺新设备的研发团队,为白酒酿制行业的未来创新型智能绿色生产而做系统性的创新研发,同为社会的节能循环发展贡献一份力量。

扫码关注公众号!
了解更多节能资讯!




{kind=link}